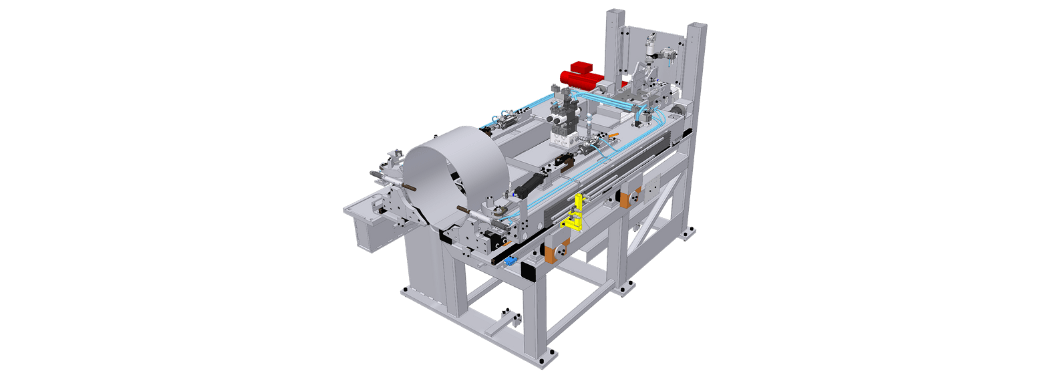
The ring preparation line forms a high-quality plate to a flared shape ring for the roll forming process. The strip will be coiled very precisely, to guarantee that the ends of the strip are perfectly aligned towards each other. The TC buttwelding process is executed with a minimum of energy and upset to save energy, material and to reduce the scrap rate (close to zero). TC stands for Temperature Controlled, as Fontijne Holland has the know-how to start the Upset process based on the temperature in the weld.
The buttweld is dressed with innovative process solutions to obtain a perfect weldseam, without excess material and an improved yield strength of the weld affected zone. The welddressed ring will be sized and flared to a perfectly round product with a known diameter. This roundness will have a positive effect on the final runout of the wheel. You can eqipped the ring preparation line with a stacker / de-stacker station for a user-friendly loading.
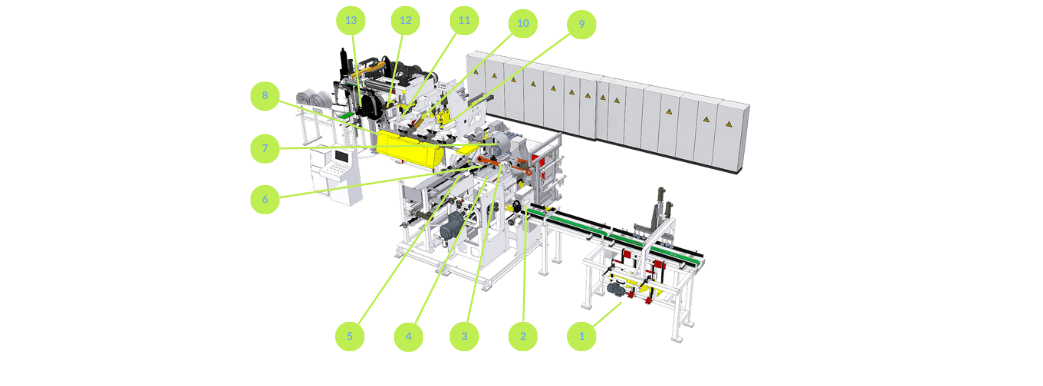
The Fontijne Holland ring preparation line, originally designed for wheel production, can also be used for other applications, where a steel strip needs to be transformed into a ring.
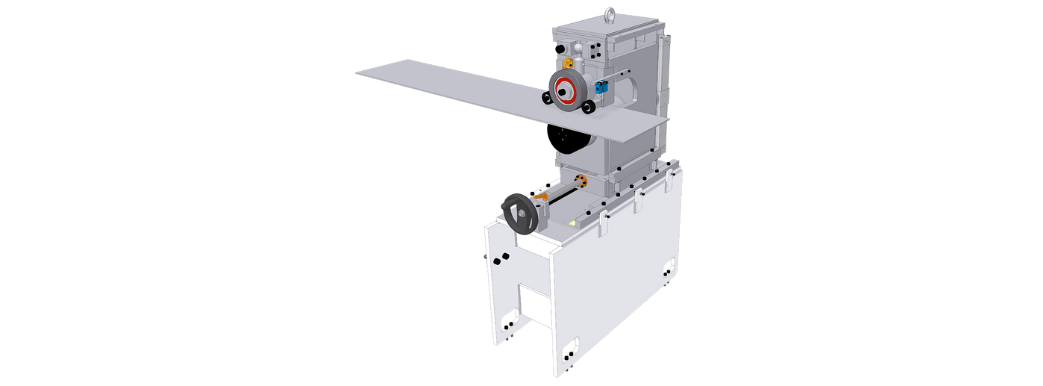
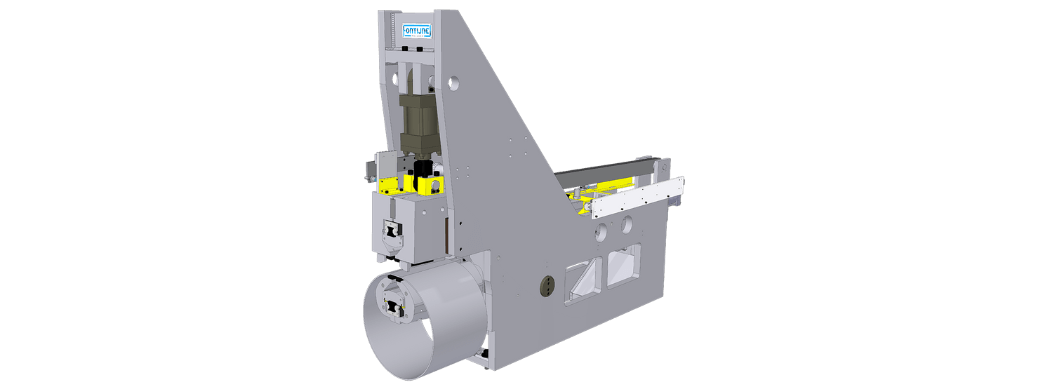
The welder loader clamps the ring in such a way that all alignments will be held.
The gap in the ring will be completely closed to enable welding.
The ring is lowered to the welder clamp surface (after the horizontal movement) to prevent scratching of the ring surface and to reduce wear on the welder clamps.
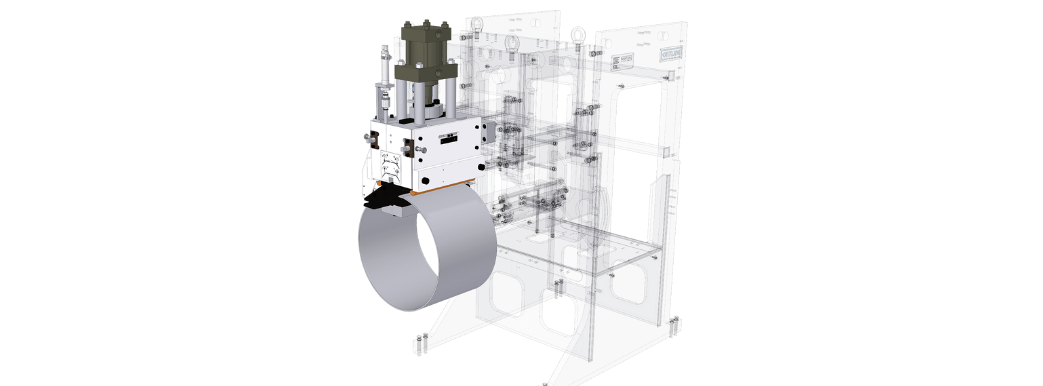
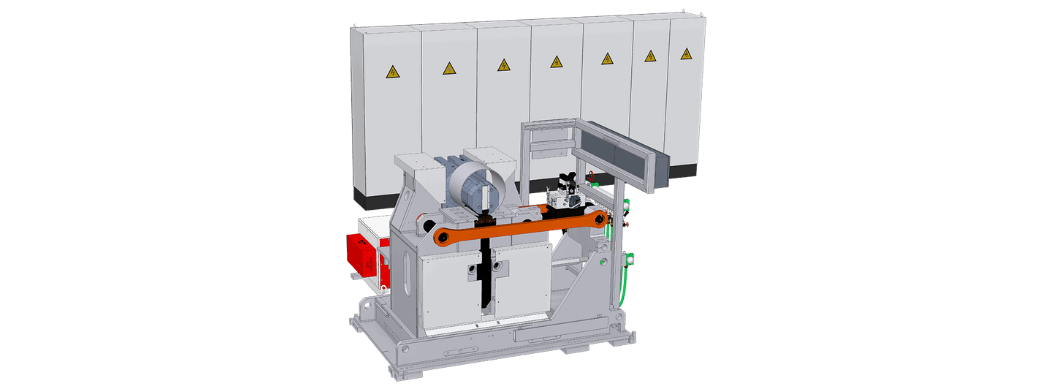
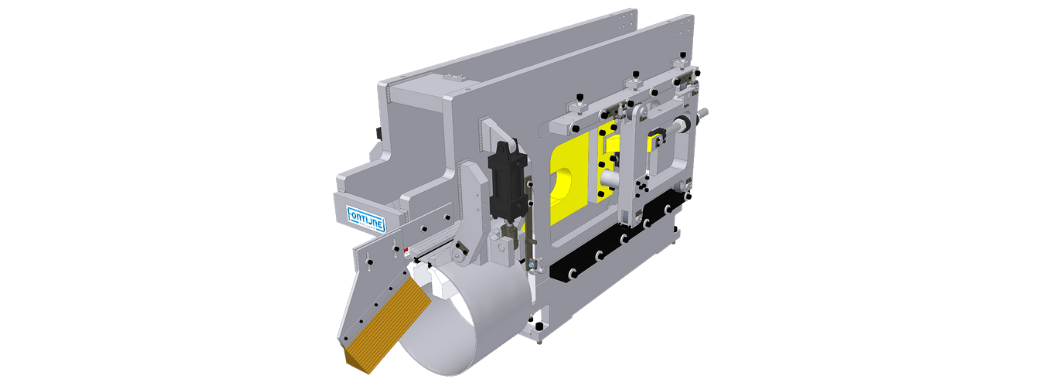
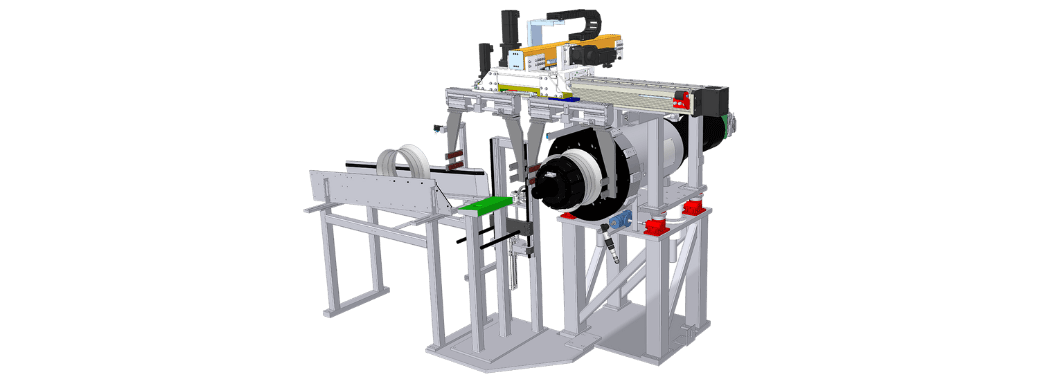
The TC* welder welds the ring. This is the heart of the preparation line, herewith the final quality of the weld will be made.
Mechanically the Fontijne Holland welder offers unique features:
Center line remains always the same, both clamps are moving.
Automatic compensation for taper material for an optimized clamping.
No slides, only rotation points for a better lifetime of the bearings.
Symmetrical design of busbars and transformer, current left and right are the same.
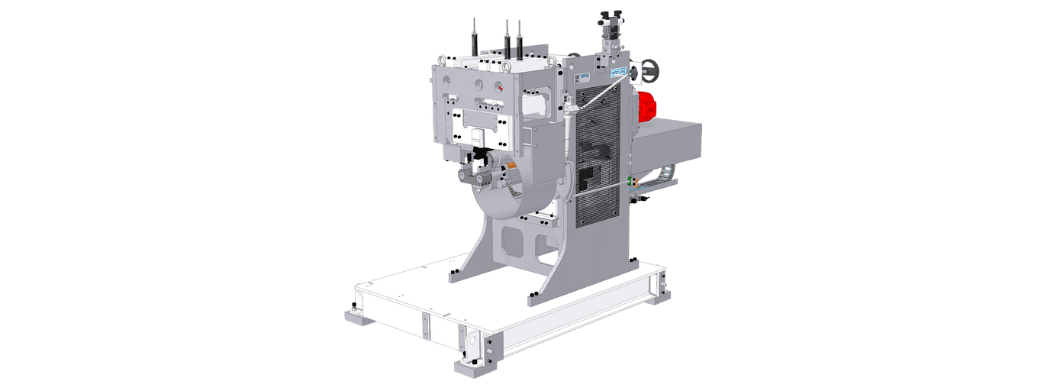
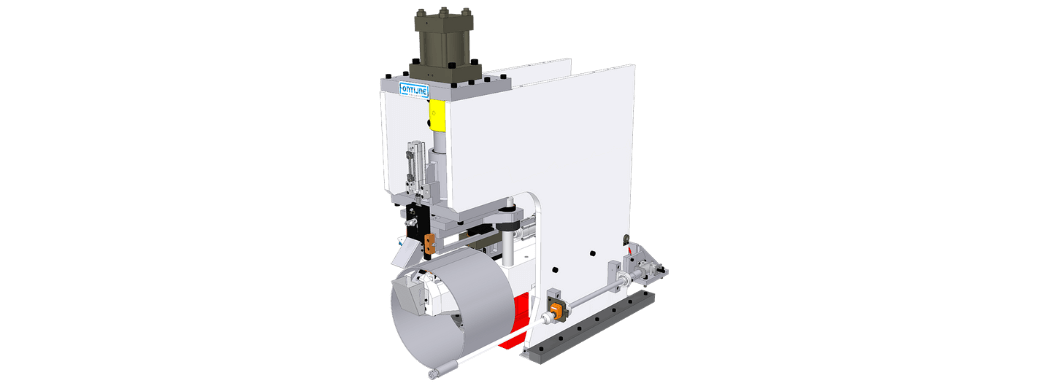
TC buttwelding is not always possible, due to local circumstances, material or cross-section, therefor Fontijne Holland offers DC welding and DC Flash welding. Mechanically there are no compromises, this is all integrated in our innovative weld control platform.
*TC stands for Temperature Controlled, as Fontijne Holland has the know-how to start the Upset process based on the temperature in the weld. The unique features weld control 4.0 are:
Open loop weld control for DC Flash and DC Flashless welding.
Closed loop weld control system to determine the welding temperature, applied force and upset speed, resulting in a perfect weld in an extreme short time Transformers based on 50 – 60Hz or MFDC 1000Hz systems.
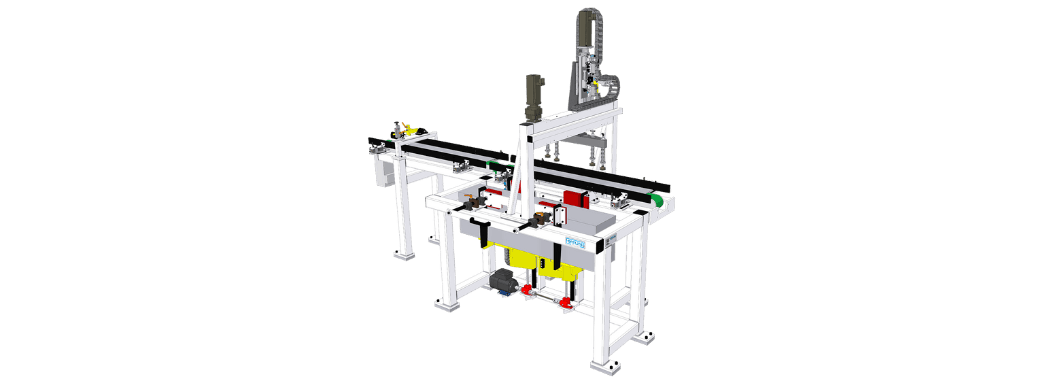
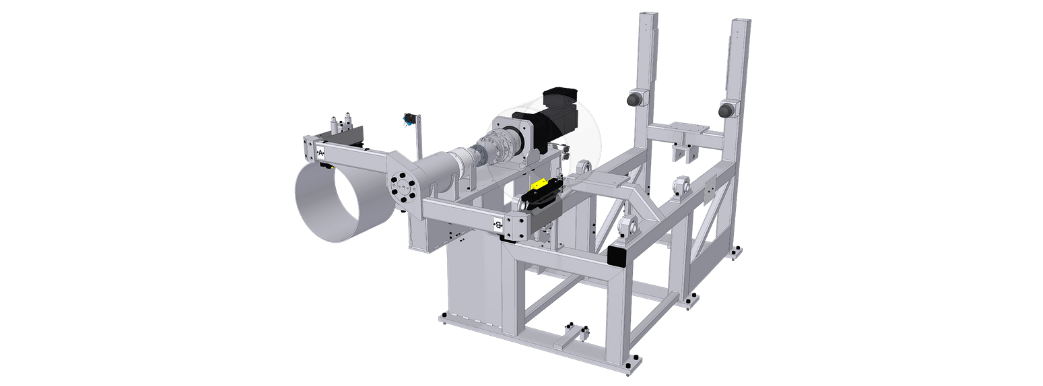
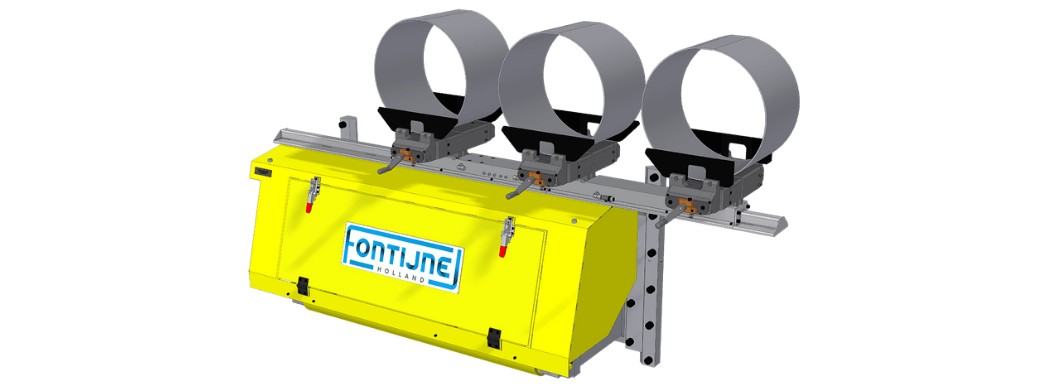
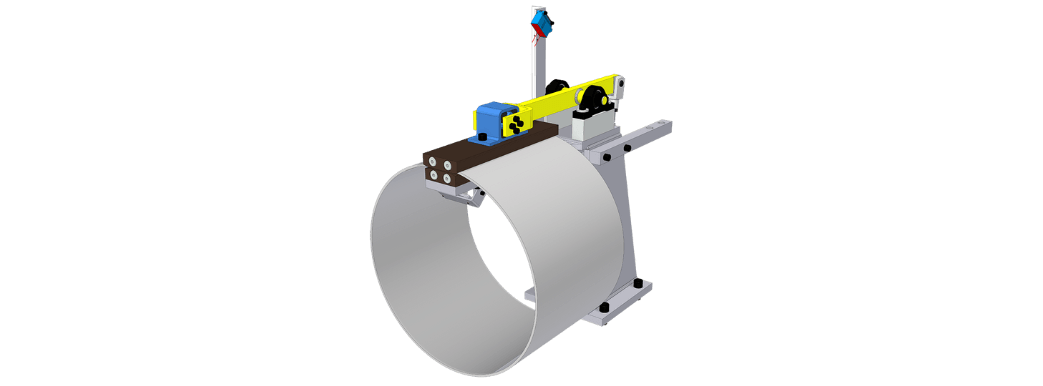
The ring is automatically transported from trimmer to cooling station.
Unique feature:
The transfer is designed in such a way that the ring first is lifted from the surface of each machine, before it is transported to the next station preventing damage to the product and to ensure longer life of all machine clamps.
The Fontijne Holland ring preparation line does not only manufacture rims. Any sheet metal product that needs to be formed and/or profiled, can be produced on our equipment. If you need assistance with the production of your products, please contact us.